볼트 체결법
1 고장력볼트의 접합과 조임법
1) 고장력볼트 접합
- 고장력 볼트를 조여서 생기는 인장력과 접합재 상호간 발생하는 마찰력으로 접합하는 방식임.
- 고장력볼트는 높은 인장강도를 가지며 골재부위 고정등에 사용된다.
- 시공시 소음이 없고 작업환경에 대한 제약이 적다.
- 용접등에 비해 작업시 숙련도가 필요치 않고 생산성이 높다.
2) 접합방법
① 볼트의 변형 형태에 따른 분류
- 탄성역 체결법(Elastic Region Tightening)
- 소성역 체결법(Plastic Region Tightening)
② 볼트를 조이는 방식에 따른 분류
- 토오크법(toque control method)
- 각도법(angle control method)
2 조임법
1) 토오크법(탄성역 체결법(Elastic Region Tightening))
- 조입토오크와 조임력의 선형관계를 이용한 조임법임.
- 토오크렌치 너트러너를 이용하여 정해진 토오크를 적용하는 방법.
- 균일한 조임품질을 유지하고자 할 때 적용.
- 볼트 제조사의 토오크차트를 참고하여 작업한다. 일반적으로 체결력은 항복점의 60~70% 수준임.
(일반적으로 마찰계수는 0.12로 감안하여 적용한다)
- 나사 치수정밀도 상대물의 표면거칠기 윤활상태에 따라 체결력 산포가 있다.
2) 항복역 체결법(Plastic Region Tightening)
- 항복점 직전까지 체결하여 최대한의 축력을 얻고자 할 때 적용
- 항복강도의 80% 수준
- 탄성역 체결법에 비하여 관리정도가 높아야 함. 신뢰성 높은 장비를 사용하여야함.
- 소성역 적용을 위한 볼트 선정 기준
a 항복점의 산포가 적은 재료의 볼트를 선정
b 항복점에 이르는 탄성역의 그래프 기울기가 작아 항복점까지의 조임각도가 큰 제품을 선정
c 항복점에서 최대축력에 도달하는 각도가 큰 제품(연신율이 높은것)을 선정
d 전산 나사를 사용
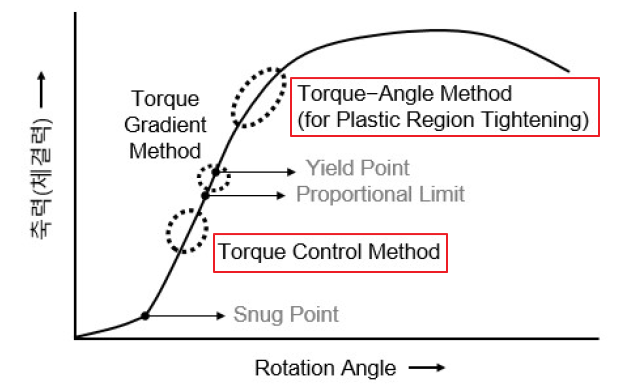
3) 각도법(toque angle method)
- 볼트의 헤드가 체결면에 충분히 밀착될때까지 조인후(착좌 ; snug point) 다시 지정된 각도만큼 볼트를 추가로 조이는 방법
- 탄성역체결과 소성역체결 모두 적용할 수 있다.
a 탄성역체결 : 가능한 일정한 변형량을 확보하여 체결력 산포를 줄일 수 있음.
b 소성역체결 : 높은 체결력 확보가 가능함.
- 사용공구 : 회전각 검출 - 각도분할 눈금판(분도기)
4) Toque Gradient Method(또는 yield controlled tightening)
- 체결도중 토오크와 각도를 측정하여 체결력이 비례한계와 항복점 사이에 존재하게 체결하는 방법.
- 신뢰성과 체결력이 우수하나 고도의 품질 유지를 위해 고가의 설비가 이용된다.
- 자동차 엔진 실린더 헤드 조립에 적용함.
5) 기타 조임법
- Elongation measurement method : 볼트의 변형율을 측정하며 체결하는 방법.
- Loading method : 지정된 인장하중을 볼트에 가한 상태에서 체결이 이루어짐.
- Heating method : 볼트에 열을 가하여 길이를 늘인상태에서 체결하는 방법.